
ഹീറ്റ് ഷ്രിങ്ക് ഇൻസുലേറ്റിംഗ് ട്യൂബിംഗ്

അപേക്ഷ
1.36kV വരെ ഇടത്തരം വോൾട്ടേജിനായി ഉപയോഗിക്കുന്നു
2. ഈർപ്പം, മർദ്ദം എന്നിവയ്ക്കെതിരായ സംരക്ഷണം
3.കേബിൾ അവസാനിപ്പിക്കുന്നതിനും ഇൻ്റർമീഡിയറ്റ് ബന്ധിപ്പിക്കുന്ന ഇൻസുലേഷൻ സംരക്ഷണത്തിനും അനുയോജ്യം
ഫീച്ചർ
1.Hot melting adhesive മികച്ച വാട്ടർപ്രൂഫ് നൽകുന്നു
2. കോട്ടിംഗ് തരം: ഫിലിം കോട്ടിംഗ്
3.എക്സലൻ്റ് കോറഷൻ പ്രതിരോധം
4.UV പ്രതിരോധവും കാലാവസ്ഥാ പ്രതിരോധവും
5. ഹാലൊജൻ-ഫ്രീ
6.സുപ്പീരിയർ ഇലക്ട്രിക്കൽ മെക്കാനിക്കൽ പ്രോപ്പർട്ടികൾ
7.ശ്രിന്കേജ് അനുപാതം 3:1
8. ഇടത്തരം മതിൽ
ഫീച്ചർ
1. മുൻഗണന ഇലക്ട്രിക്കൽ ഉപകരണ പ്രവർത്തനം
2. വിശ്വസനീയമായ ഇൻസുലേഷൻ
3.സുപ്പീരിയർ ഹെർമെറ്റിക് സീലിംഗ്
4. മികച്ച ചൂട് / തണുത്ത പ്രൂഫ്, വാട്ടർപ്രൂഫ്, ആൻ്റി-ഏജിംഗ്,
5.വൈദ്യുതി, ഇലക്ട്രോണിക്, പെട്രോളിയം, കെമിക്കൽ എഞ്ചിനീയറിംഗ്, നിർമ്മാണം, ആശയവിനിമയം എന്നീ മേഖലകളിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു
ചൂട് ചുരുക്കാവുന്ന ട്യൂബുകളുടെ ഉത്പാദനം ആദ്യം ഉചിതമായ മാസ്റ്റർബാച്ച് തിരഞ്ഞെടുക്കണം, തുടർന്ന് നിർദ്ദിഷ്ട ഉൽപ്പാദിപ്പിക്കുന്നതിന് സഹായ വസ്തുക്കൾ തിരഞ്ഞെടുക്കണം.
താപ ഭവന കേസിംഗ്.
1. ഹീറ്റ് ഷ്രിങ്കബിൾ ട്യൂബിൻ്റെ ഉൽപ്പാദന പ്രക്രിയയാണ് ആദ്യം പോളിയീൻ ലീച്ച് മാസ്റ്റർബാച്ചിൻ്റെ ഉത്പാദനം: വിവിധ പോളിയീൻ ലീച്ച് ബേസ് മെറ്റീരിയലുകൾ വിവിധ പ്രവർത്തനപരമായ സഹായ വസ്തുക്കളുമായി സംയോജിപ്പിക്കുക
സാമഗ്രികൾ ഫോർമുല അനുപാതം അനുസരിച്ച് തൂക്കുകയും പിന്നീട് മിക്സഡ് ചെയ്യുകയും ചെയ്യുന്നു: മിക്സഡ് മെറ്റീരിയലുകൾ ഒരു ഇരട്ട-സ്ക്രൂ എക്സ്ട്രൂഡറിൽ ഇട്ടു പെല്ലറ്റിസ് ചെയ്ത് ഒരു പോളിയീൻ ലീച്ച് ഫങ്ഷണൽ മാസ്റ്റർബാച്ച് നിർമ്മിക്കുന്നു.
2. ഉൽപ്പന്ന മോൾഡിംഗ് പ്രക്രിയ: ഉൽപ്പന്നത്തിൻ്റെ ആകൃതി അനുസരിച്ച്, സിംഗിൾ സ്ക്രൂ എക്സ്ട്രൂഷൻ, ഇഞ്ചക്ഷൻ മോൾഡിംഗ് എന്നീ രണ്ട് രീതികൾ ഉപയോഗിക്കാം.
സംസ്കരണത്തിനും ഉൽപാദനത്തിനും:
1. സിംഗിൾ-സ്ക്രൂ എക്സ്ട്രൂഷൻ തരം: സിംഗിൾ-വാൾ ഹീറ്റ്-ഷ്രിങ്കബിൾ ട്യൂബുകൾ, പശയുള്ള ഇരട്ട-വാൾ ചൂട്-ചുരുക്കാവുന്ന ട്യൂബുകൾ, ഇടത്തരം കനം എന്നിവ പോലുള്ള ഹീറ്റ് സിങ്ക് പൈപ്പുകളുടെ എക്സ്ട്രൂഷൻ മോൾഡിംഗിനായി പ്രധാനമായും ഉപയോഗിക്കുന്നു.
വാൾ ഹീറ്റ് സിങ്ക് പൈപ്പുകൾ, ഉയർന്ന മർദ്ദമുള്ള ബസ്ബാർ ഹീറ്റ് സിങ്ക് പൈപ്പുകൾ, ഉയർന്ന താപനിലയുള്ള ചൂട് ചുരുക്കാവുന്ന പൈപ്പുകൾ, മറ്റ് ഉൽപ്പന്നങ്ങൾ എന്നിവയെല്ലാം സംസ്കരിച്ച് സിംഗിൾ സ്ക്രൂ എക്സ്ട്രൂഷൻ വഴിയാണ് രൂപപ്പെടുന്നത്.
ചൂട് ചുരുക്കാവുന്ന ട്യൂബ് പ്രൊഡക്ഷൻ ലൈനിൽ ഇനിപ്പറയുന്ന ഉപകരണങ്ങൾ ഉണ്ടായിരിക്കണം: എക്സ്ട്രൂഡർ (ഹീറ്റ് സിങ്ക് ട്യൂബ് രൂപീകരണം), പ്രൊഡക്ഷൻ മോൾഡ്, കൂളിംഗ് വാട്ടർ ടാങ്ക്, ടെൻഷൻ ഉപകരണം, കൂടാതെ
ഡിസ്ക് ഉപകരണം മുതലായവ.
2. കുത്തിവയ്പ്പ് മോൾഡിംഗ്: ഹീറ്റ് സിങ്ക് ക്യാപ്സ്, ചൂട് ചുരുക്കാവുന്ന കുട പാവാടകൾ, ചൂട് ചുരുക്കാവുന്ന ഫിംഗർ കട്ടിലുകൾ, മറ്റ് ഉൽപ്പന്നങ്ങൾ എന്നിവ പോലുള്ള ചൂട് ചുരുക്കാവുന്ന പ്രത്യേക ആകൃതിയിലുള്ള ഭാഗങ്ങളുടെ നിർമ്മാണത്തിന് പ്രധാനമായും ഉപയോഗിക്കുന്നു.
അവരെല്ലാം ഇഞ്ചക്ഷൻ മോൾഡിംഗ് ഉപയോഗിക്കുന്നു, ഉൽപ്പാദന ഉപകരണങ്ങളിൽ ഇഞ്ചക്ഷൻ മോൾഡിംഗ് മെഷീനുകളും ഇഞ്ചക്ഷൻ മോൾഡുകളും ഉൾപ്പെടുത്തണം.
3. അടുത്ത പ്രധാന ഘട്ടം റേഡിയേഷൻ ക്രോസ്-ലിങ്കിംഗ് ആണ്.എക്സ്ട്രൂഷൻ അല്ലെങ്കിൽ ഇഞ്ചക്ഷൻ മോൾഡിംഗ് വഴി രൂപപ്പെടുന്ന ഉൽപ്പന്നങ്ങൾ ഇപ്പോഴും രേഖീയ തന്മാത്രാ ഘടനകളാണ്.
ഘടന, ഉൽപ്പന്നത്തിന് ഇതുവരെ "മെമ്മറി ഫംഗ്ഷൻ" ഇല്ല, കൂടാതെ താപനില പ്രതിരോധം, പ്രായമാകൽ പ്രതിരോധം, വസ്ത്രം പ്രതിരോധം എന്നിവയുടെ പ്രകടനം മതിയാകില്ല.
ഉൽപ്പന്നത്തിൻ്റെ തന്മാത്രാ ഘടന മാറ്റുക.നമ്മൾ സാധാരണയായി ഉപയോഗിക്കുന്ന രീതി റേഡിയേഷൻ ക്രോസ്ലിങ്കിംഗ് മോഡിഫിക്കേഷൻ ആണ്: ഇലക്ട്രോൺ ആക്സിലറേറ്റർ റേഡിയേഷൻ ക്രോസ്ലിങ്കിംഗ്, കോബാൾട്ട് സോഴ്സ് റേഡിയേഷൻ
ക്രോസ്-ലിങ്കിംഗ്, പെറോക്സൈഡ് കെമിക്കൽ ക്രോസ്-ലിങ്കിംഗ്, ഈ സമയത്ത് തന്മാത്ര ഒരു രേഖീയ തന്മാത്രാ ഘടനയിൽ നിന്ന് ഒരു നെറ്റ്വർക്ക് ഘടനയിലേക്ക് മാറുന്നു.എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങൾ കടന്നുപോകുന്നു
ക്രോസ്-ലിങ്കിംഗിന് ശേഷം, ഇതിന് "മെമ്മറി ഇഫക്റ്റ്" ഉണ്ട്, ഇത് ചൂട് ചുരുക്കാവുന്ന ട്യൂബിൻ്റെ താപനില പ്രതിരോധം, മെക്കാനിക്കൽ ഗുണങ്ങൾ, രാസ ഗുണങ്ങൾ എന്നിവ വളരെയധികം വർദ്ധിപ്പിക്കുന്നു.നിർദ്ദിഷ്ട പട്ടിക
ഇപ്പോൾ ഹീറ്റ് സിങ്ക് ട്യൂബ് സഹിഷ്ണുതയുടെ അവസ്ഥയിൽ നിന്ന് പൊരുത്തപ്പെടാത്ത, പ്രായമാകൽ പ്രതിരോധം, ഉരച്ചിലിൻ്റെ പ്രതിരോധം, രാസ നാശ പ്രതിരോധം എന്നിവയിലേക്ക് മാറിയിരിക്കുന്നു.
4. എക്സ്പാൻഷൻ മോൾഡിംഗ്: റേഡിയേഷൻ ക്രോസ്ലിങ്കിംഗ് വഴി പരിഷ്ക്കരിച്ച ഉൽപ്പന്നത്തിന് ഇതിനകം "ഷേപ്പ് മെമ്മറി ഇഫക്റ്റ്" ഉണ്ട്, അതിന് ഉയർന്ന അളവും ഉണ്ട്
താപനിലയിൽ ഉരുകാത്ത പ്രകടനം.ഉയർന്ന ഊഷ്മാവിൽ ചൂടാക്കുകയും വാക്വം വീശുകയും തണുപ്പിക്കുകയും ചെയ്ത ശേഷം, അത് പൂർത്തിയായ ചൂട് ചുരുക്കാവുന്ന ട്യൂബ് ആയി മാറുന്നു, തുടർന്ന് ട്യൂബ് അനുസരിച്ച്
പൂർത്തിയായ ഉൽപ്പന്ന പാക്കേജിംഗിൻ്റെയും ക്ലോസിംഗിൻ്റെയും യഥാർത്ഥ സാഹചര്യം ഉപഭോക്തൃ ആവശ്യങ്ങൾക്കനുസരിച്ച് മുറിച്ച് പ്രിൻ്റ് ചെയ്യാനും കഴിയും.ന്യൂട്രൽ നോർമൽ പാക്കേജിംഗും ലഭ്യമാണ്.
പ്രകടനം
| ടെസ്റ്റ് | പരീക്ഷണ രീതി | ആവശ്യം |
| ഓപ്പറേറ്റിങ് താപനില | UL 224 | -50 മുതൽ +125 ℃ വരെ |
| വലിച്ചുനീട്ടാനാവുന്ന ശേഷി | ASTM D 2671 | ≥14 എംപിഎ |
| ഇടവേളയിൽ നീട്ടൽ | ASTM D 2671 | 400% |
| ചൂട് വാർദ്ധക്യം കഴിഞ്ഞ് ഇടവേളയിൽ നീട്ടൽ | ASTM D 2671 158℃/168hrs | ≥300% |
| രേഖാംശ ചുരുങ്ങൽ | UL 224 | 0±5% |
| ഭാഗിക മതിൽ നിരക്ക് | ASTM D 2671 | 30% |
| ഫ്ലേം റിട്ടാർഡൻസി | VW-1 | കടന്നുപോകുക |
| വോളിയം പ്രതിരോധശേഷി | IEC 93 | "1014Ω.m |
| ചെമ്പ് സ്ഥിരത | UL224 | കടന്നുപോകുക |
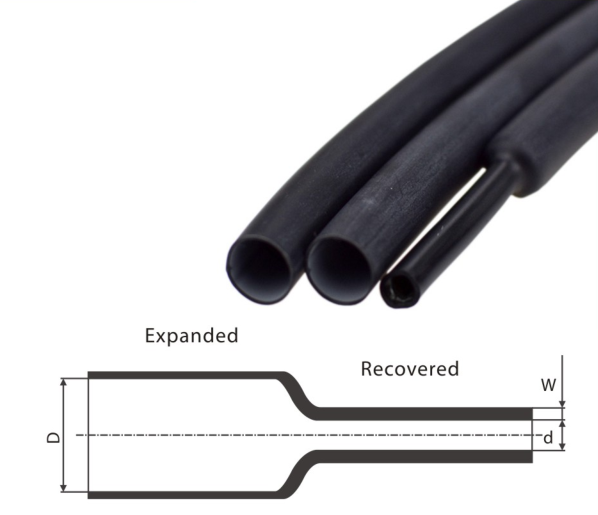
| ടൈപ്പ് ചെയ്യുക | ആപ്ലിക്കേഷൻ വ്യാസ ശ്രേണി(മിമി) | വികസിപ്പിച്ച (മില്ലീമീറ്റർ) | വീണ്ടെടുത്തു(എംഎം) | |
| D(മിനിറ്റ്) | d(പരമാവധി) | W(മിനിറ്റ്) | ||
| RSG-15/5 | 4.5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





